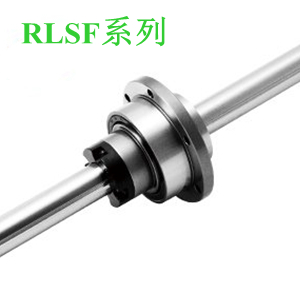



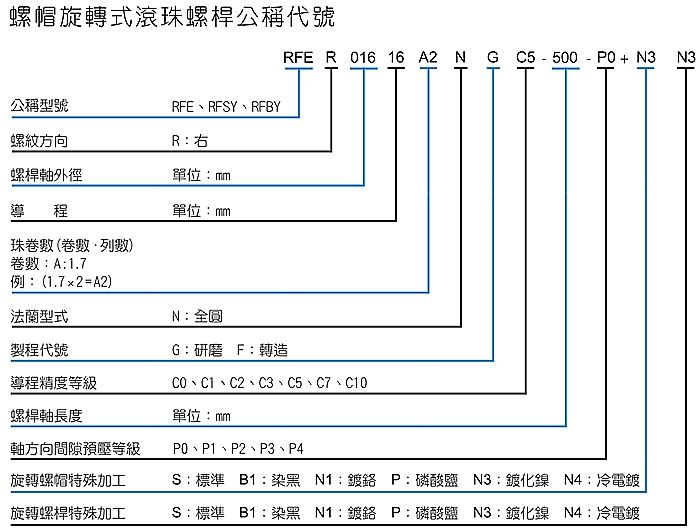
优势特点:螺母旋转型TBI滚珠丝杆RFSY1616-1.8螺母自动润滑系统往往堵塞, 不能自动润滑。可以在轴承、螺母中加入耐高温、耐高速的润滑脂就可以解决问题。润滑脂能保证轴承、螺母正常运行数年之久
螺帽旋转式TBI滚珠丝杆是在螺帽的外径上装上专用的轴承外套使之运转动作,通过让螺帽旋转或停止的运作,只用一根轴就能够进行2种(旋转、螺旋)模式的运动。旋转式滚珠花键则是在花键外筒的外径上装上专用的轴承外套,使之运转动作。通过让外筒旋转或停止的运作,只用一根轴就能够进行2种(旋转、直线)模式的运动。旋转式滚珠丝杆花键则可通过让螺帽/外筒旋转或停止的运作,只用一根轴就能够进行3种(旋转、螺旋、直线)模式的运动。适用于水平多关节机械手臂(SCARA)、产业用机器人、自动装载机、雷射加工机、搬送装置、机械加工中心的ATC装置等,最适合在旋转运动与直线运动的组合装置上使用。
◆旋转方向零间隙/高定位精度;
【滚珠丝杆的两种故障实例分析】
故障一 机床机械抖动
故障现象:某数控车床在Z向移动时有明显的机械抖动。
故障分析:该车床在在Z向移动时,明显感受到机械抖动。在检查系统参数无误后,将Z轴电机卸下,单独转动电动机,电动机运行平稳。用手转动丝杠,振动手感明显。拆下Z轴丝杠防护罩,发现滚珠丝杆上有很多小铁屑及脏物,初步判断为丝杠故障引起的机械抖动。拆下滚珠丝杠副,打开丝杠螺母,发现螺母反向器内有很多小铁屑及脏物,造成钢珠运转不流畅,用煤油认真清洗,清除杂物,重新安装,调整好间隙。此时,故障排除。
故障二 机床交流伺服出现报警
故障现象:某卧式加工中心,手动操作Y轴时,Y轴有振动和异常响声,系统屏幕出现400号报警。
故障分析:这种报警开始是一天或几天报警一次,后来是每隔几个小时都有报警。该机床是FANUC系统的,400号报警表示伺服电机或伺服放大器过热,用电流表检查发现Y轴负荷电流很大,通过交换法,发现系统、驱动、电机并没有坏;检查Y轴机械部分,发现Y轴滚珠丝杠轴承发烫,用手转动丝杠,丝杠的阻力很大,然后加点润滑油再转动丝杠(滚珠丝杠润滑油脂),发现丝杠阻力小多了,最终判断是丝杠润滑不够引起的故障。打开控制油泵的PLC程序,发现PLC程序编写的是每次开机的时候给油泵润滑一次;修改PLC程序,给油泵每小时润滑一次。此时,故障消除。
螺母旋转型TBI滚珠丝杆RFSY1616-1.8螺母自动润滑系统往往堵塞, 不能自动润滑。可以在轴承、螺母中加入耐高温、耐高速的润滑脂就可以解决问题。润滑脂能保证轴承、螺母正常运行数年之久
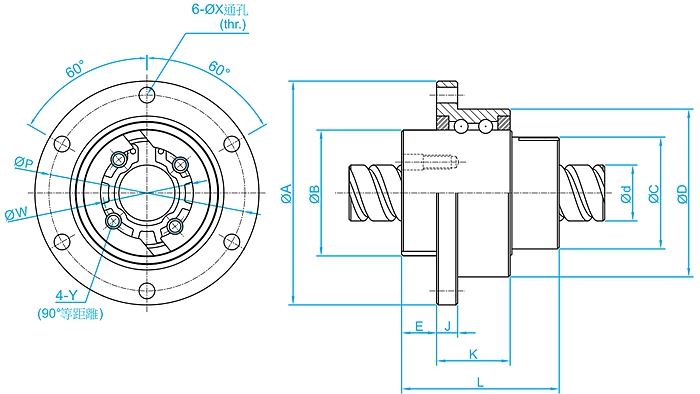
精度规格:
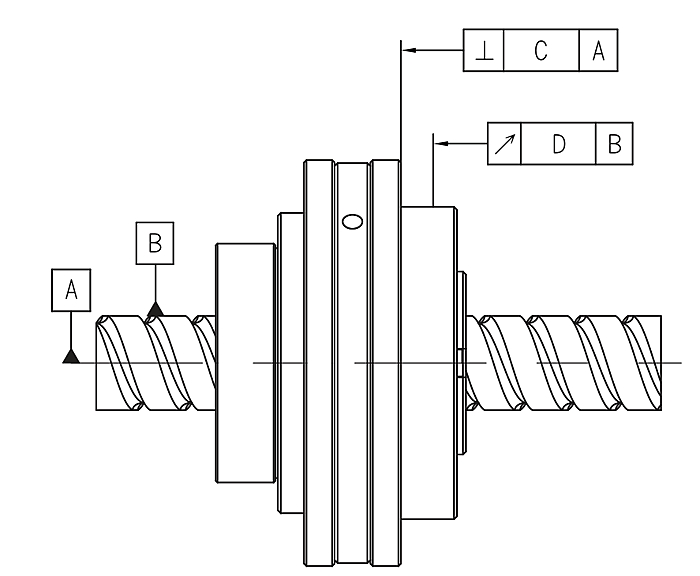
除了滚珠杆螺杆螺帽对螺杆轴线的半径方向圆周偏差(D)和法兰安装面对螺杆轴线的直角度(C)之外・RFSY型的精度以J1S规格(JISB1192-1997)为基准。
| 导程精度 | 转造C7 | 转造C10 | 研磨C7 | 研磨C5 | 研磨C3 | |||||
| 型号 | C | D | C | D | C | D | C | D | C | D |
| RFSY01616 | 0.035 | 0.065 | 0.035 | 0.065 | 0.023 | 0.035 | 0.016 | 0.020 | 0.013 | 0.017 |
| RFSY02020 | 0.035 | 0.065 | 0.035 | 0.065 | 0.023 | 0.035 | 0.016 | 0.020 | 0.013 | 0.017 |
| RFSY02525 | 0.035 | 0.065 | 0.035 | 0.065 | 0.023 | 0.035 | 0.018 | 0.024 | 0.015 | 0.020 |
| RFSY03232 | 0.035 | 0.065 | 0.035 | 0.065 | 0.023 | 0.035 | 0.018 | 0.024 | 0.015 | 0.020 |
| RFSY04040 | 0.046 | 0.086 | 0.046 | 0.086 | 0.026 | 0.046 | 0.021 | 0.033 | 0.018 | 0.026 |
注:RFSY与RFBY精度规格相同,选择RFBY精度可按上表参考。
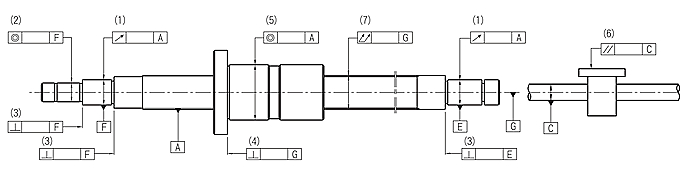
TBI滚珠螺杆的安装部位之精度・其必要项目如下
(1)相对于螺纹沟面的轴线A・测定螺杆支持部位的半径方向周偏摆值.
(2)相对于螺杆支持部位的轴线F,测定零件安装部位的同轴度。
(3)相对于螺杆轴支部位的轴线E,测定支持立的端面的直角度。
(4)相对于螺杆轴线G・测定螺闺的基准面或法的安装面的直角度。
(5相对于冢杆轴线A,测定螺帽外缘圆周(圆筒型)的同轴度。
(6)相对于螺杆轴线C・测定螺帽外缘(平头型安装面)的平行度。
(7)螺杆轴线的半径方向的总偏摆值.
(7)螺杆轴线的半径方向的总偏摆值.
在此所述之精度项目是以JISB11911192为基准.
丝杆尺寸表

滚珠螺杆的安装部位之精度・其必要项目如下
(1)相对于螺纹沟面的轴线A・测定螺杆支持部位的半径方向周偏摆值.
(2)相对于螺杆支持部位的轴线F,测定零件安装部位的同轴度。
(3)相对于螺杆轴支部位的轴线E,测定支持立的端面的直角度。
(4)相对于螺杆轴线G・测定螺闺的基准面或法的安装面的直角度。
(5相对于冢杆轴线A,测定螺帽外缘圆周(圆筒型)的同轴度。
(6)相对于螺杆轴线C・测定螺帽外缘(平头型安装面)的平行度。
(7)螺杆轴线的半径方向的总偏摆值.
(7)螺杆轴线的半径方向的总偏摆值.
在此所述之精度项目是以JISB11911192为基准.
丝杆尺寸表