


优势特点:台湾TBI高防尘丝杆DFIR4005,直径为40mm,导程为5mm,螺母对称安装孔的距离为72mm.定期检查支承轴承。应定期检查丝杠支承与床身的连接是否松动,支承轴承是否损坏。如有问题应及时紧固松动部位并更换支承轴承。
|
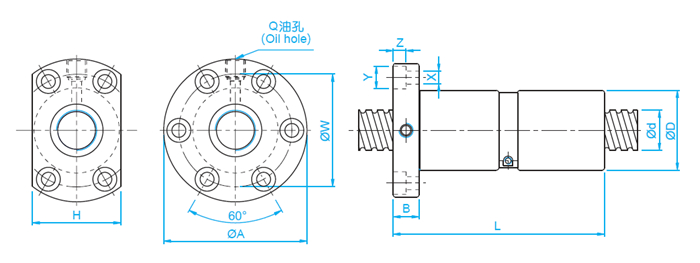
型号 |
轴 径 d |
导 程 I |
珠 径 Da |
螺帽尺寸 |
动额定 负荷 Ca |
静额定 负荷 Coa |
刚性 kgf/ μm |
||||||||||||||||
| D | A | B | L | W | H | X | Y | Z | Q | n | |||||||||||||
| DFI04005-4 | 40 | 5 | 3.175 | 56 | 90 | 15 | 105 | 72 | 64 | 9 | 14 | 8.5 | M8 | 1x4 | 2110 | 7998 | 84 | ||||||
精密TBI滚珠丝杠DFIR4005检测与维修
研磨TBI滚珠丝杠所产生故障是多种多样的,没有固定的模式。有的故障是渐发性故障,要有一个发展的过程,随着使用时间的增加越来越严重;有时是突发性故障, 一般没有明显的征兆,而突然发生,这种故障是各种不利因素及外界共同作用而产生的。所以通过正确的检测来确定真正的故障原因,是快速准确维修的前提。
1)数控车床滚珠丝杆DFIR4005螺母副及支撑系统间隙的检测与修理
当数控机床出现反向误差大、定位精度不稳定、过象限出现刀痕时,首先要检测丝杠系统有没有间隙。检测的方法有:用百分表配合钢球放在丝杠的一端中心孔 中,测量丝杠的轴向窜动,另一块百分表测量工作台移动。正反转动丝杠,观察两块百分表上反映的数值,根据数值不同的变化确认故障部位。
a)TBI丝杆支撑轴承间隙的检测与修理
如测量机床丝杠的百分表在TBI滚珠丝杠正反向转动时指针没有摆动,说明丝杠没有窜动。如百分表指针摆动,说明数控磨床丝杠有窜动现象。该百分表大与小测量值之差就是丝杠 的轴向窜动的距离。这时,我们就要检查支撑轴承的背帽是否锁紧、支撑轴承是否已磨损失效、预加负荷轴承垫圈是否合适。如果轴承没有问题,只要重新配做预加 负荷垫圈就可以了。如果轴承损坏,需要把轴承更换掉,重新配做预加负荷垫圈,再把背帽背紧。数控铣床丝杠轴向窜动大小主要在于支撑轴承预加负荷垫圈的精度。TBI丝杆安装精度最理想的状态是没正反间隙,支撑轴承还要有0.02mm左右的过盈。
b)精密研磨级TBI丝杆杠双螺母副产生间隙的检测与维修
通过检测,如果确认故障不是由于丝杠窜动引起的。那就要考虑是否是丝杠螺母副之间产生了间隙,这种情况的检测方法基本与检测丝杠窜动相同。用百分表测量与螺母相连的工作台上,正反向转动丝杠,检测出丝杠与螺母之间的大间隙,然后进行调整。
c)单螺母副的检测与维修
对于进口单螺母TBI丝杆,机床TBI丝杆螺母副之间的间隙是不能调整的。如检测出丝杠螺母副存在间隙。首先检查丝杠和螺母的螺纹圆弧是否已经磨损,如磨损严重,必须更换全套丝杠螺母。
台湾TBI高防尘丝杆DFIR4005,直径为40mm,导程为5mm,螺母对称安装孔的距离为72mm.定期检查支承轴承。应定期检查丝杠支承与床身的连接是否松动,支承轴承是否损坏。如有问题应及时紧固松动部位并更换支承轴承。
台湾TBI高防尘丝杆DFIR4005,直径为40mm,导程为5mm,螺母对称安装孔的距离为72mm.定期检查支承轴承。应定期检查丝杠支承与床身的连接是否松动,支承轴承是否损坏。如有问题应及时紧固松动部位并更换支承轴承。
上一篇:DFIR3210
下一篇:DFIR5010